
View this article as a pdf
Wire and ribbon bonders deliver considerable benefits in power pack volume production scenarios. Matt Brown, Director of Inseto, discusses materials, production considerations and bonding machine capabilities.
As readers will be aware, a battery pack comprises several cells, wired in series and parallel combinations to achieve the pack’s desired power performance, noting that ‘wiring’ includes the use of wires (aluminium is most common) and busbars (typically formed from sheet aluminium, nickel or copper).
Where wiring in the traditional sense is concerned, the physical connections are made in one of three ways; spot welding, laser welding or wire/ribbon bonding. Of these, the last is particularly popular because the bond is achieved through ultrasonic compression, so minimal heat is applied to the cell and differences in height (such as between cell end caps and a busbar – see figure 1) are easily accommodated thanks to the flexibility of the wire or ribbon.
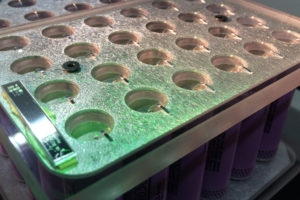
Figure 1 – The flexibility of wires and ribbons (as above) helps accommodate for height differences between cell end caps and busbars.
Once in place, wires can also act as fuses and failing cells will simply self-isolate as opposed to remaining in-circuit and contributing to a potential pack meltdown. Also, limited rework is possible once wires or ribbons are in place.
Materials & Handling
Bond wires are traditionally aluminium (>99% pure) with diameters used in battery production, typically ranging from 200 to 300 microns. Ribbon, which tends to be used for low impedance / high current applications or to provide a more rigid interconnect, has a roughly rectangular cross-section, ranging from 500 x 100 microns to 2000 x 250 microns. Per length, ribbon is more expensive than wire but if a single ribbon can achieve the same as multiple bond wires (see figure 2) benefits could come through reduced manufacturing times.
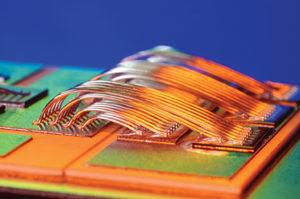
Figure 2 – Multiple wires can be used in high current applications or, alternatively, fewer ribbons can be used – the decision mainly be governed by the trade-off between material costs and manufacturing times.
Supplied on spools, wires and ribbons have shelf-lives, as the build-up of oxides, which compromise bond quality, cannot be fully eliminated. Storage should be in a humidity-controlled cabinet (ideally with a nitrogen atmosphere) and away from heat. Care must also be taken when handling the wire or ribbon as organic contamination from the oils in human skin can compromise bond quality. Accordingly, it is gloves and finger cots for threading tasks and tools, such as tweezers, that come into contact with the wire/ribbon should be kept clean, using alcohol for example.
Understandably, the electrodes of the cell need to be clean too. Cleanliness aside though it is worth noting that not all surface metals are bondable. In a Lithium Ion cell, the anode tends to be a carbon-based material. Anodes are commonly a lithium metal oxide. Anodes and cathodes are capped with end plates – made from nickel-plated stainless steel, for example – to make them bondable.
Bonding and Testing
Within the electronics industry, wire bonding is also performed within IC packaging and on PCBs, and either wedge or ball bonding techniques can be used. Where battery packs are concerned the wires tend to be larger than for ICs and PCBs, and wedge bonders are employed, noting that they are so called because the edge of the wire or ribbon is compressed into a wedge shape during the bonding process.
Three parameters govern the bond strength achievable: time, force and ultrasonic power. If any single parameter is insufficient the desired bond strength will not be achieved, or you may even get a complete ‘non-stick’. An excess of one, more or all the parameters compromises quality too, as the bond might take but the wedge will be damaged and weakened.
 Automated large area wedge bonders (like the one shown in figure 3) are proving increasingly popular in battery production, where the ‘large area’ reduces line-integration costs and production steps such as indexing and loading.
Automated large area wedge bonders (like the one shown in figure 3) are proving increasingly popular in battery production, where the ‘large area’ reduces line-integration costs and production steps such as indexing and loading.
Figure 3 – Right is the Kulicke & Soffa Asterion™ Extended Version (EV) ultrasonic wedge bonder designed for battery production. It is ‘large area’ as the bond area is 300 x 860mm
Rather than employing belt or leadscrew drives, automated wedge bonders for battery pack production are increasingly ‘direct drive’ and the motion system has XYZ axes and T (Theta, rotational) parameters. Such systems are responsive, with fast acceleration / deceleration and have minimal backlash. Reliability is high and maintenance is simplified, thus reducing the cost-of-ownership. Automation can also include real-time physical testing using a non-destructive pull tester.
In summary, automated wedge bonders, as used for wire and ribbon bonding during battery pack production, are highly capable machines. On the premise that the cells used will be low-cost items there could be slight differences in their physical sizes, but this is easily accounted for with flexible wire/ribbon. Also, it is imperative not to damage the cells, which the heat of a weld could easily do, so ultrasonic wedge bonding is the safest method.
This article was written for Inseto (UK) Ltd and appeared in Future Vehicle plus a supplement in Battery Technology to coincide with the Battery Test Expo show in April 2020. It covers two pages in print, is online here and is reproduced on our site with the editor’s kind permission here.